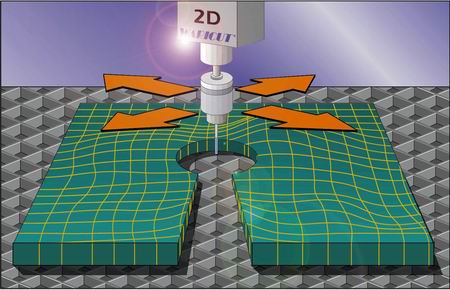
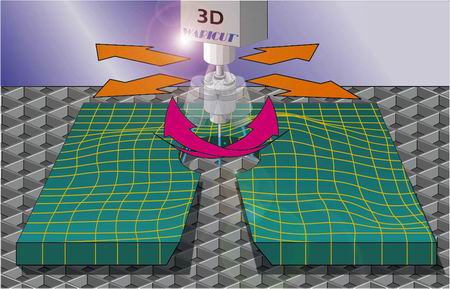
WARICUT Verfahren
WARICUT® ist das geschützte Markenzeichen der weltweit bewährten Schneide- und Trenntechnik im Bereich der Wasserstrahl-Schneidanlagen.
Mit diesem umweltfreundlichen, kalten und hochpräzisen Verfahren können fast alle Materialen ohne Erhitzung oder Verformung sowie geringer Gratbildung mit unterschiedlichen Stärken bearbeitet werden.
Das Hochdruck-Wasserstrahl-Schneideverfahren ist die Alternative zur thermischen Schneidetechnik. Es kann mit einem Druck von über 6000 bar gearbeitet werden.
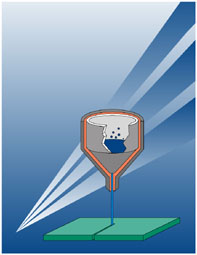
Reinwasserschneidetechnik
Bei der Reinwasserschneidetechnik trennt der Kernstrahl aus reinem Wasser das Werkstück.
Das Reinwasserschneideverfahren wird bei weichen bis zähen Materialien angewendet. Hierbei kommen hauptsächlich Maschinen mit mehreren Schneidköpfen zum Einsatz. Diese können sowohl auf einer oder mehreren Traversen angeordnet sein. Die Anzahl der Schneidköpfe wird nach Kundenwunsch ausgelegt.
| Werkstoffe | 4000 bar |
|---|---|
| Kunststoffe | k.A. |
| Folie | k.A. |
| Lebensmittel | k.A. |
| Gummi | bis 80 mm |
| Textilien | bis 30 mm |
| Leder | bis 30 mm |
| Holz | bis 35 mm |
| Laminat | bis 35 mm |
| Schaumstoff | bis 200 mm |
| Pappe / Papier | bis 60 mm |
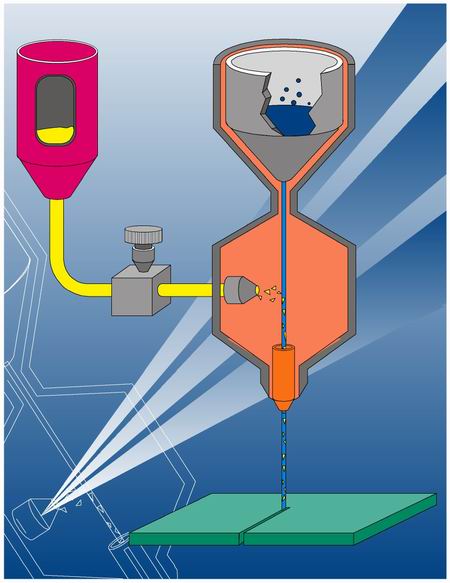
Abrasivschneidetechnik
Um aus dem Purwasserstrahl einen Abrasivwasserstrahl zu erzeugen, muß dem Wasserstrahl in einer Mischkammer im Schneidkopf ein Abrasivmittel zugeführt werden. Aufgrund der hohen Strahlgeschwindigkeit entsteht im Schneidkopf ein Unterdruck, durch den das Abrasivmittel in die Mischkammer gesaugt und mit dem Wasser gemischt wird. Das Wasser-Abrasiv-Gemisch wird dann durch eine Abrasivdüse fokussiert und beschleunigt. Mit diesem Abrasiv-Wasserstrahl können jetzt die unterschiedlichsten Materialien bearbeitet werden.
Der Wechsel vom Abrasivschneidkopf auf den Reinwasserschneidkopf dauert nur ca. 60 sec. Somit ist Flexibilität garantiert.
| Werkstoff | 4000 bar | 6000 bar |
|---|---|---|
| Edelstahl | bis 180 mm | bis 300 mm |
| Stahl | bis 180 mm | bis 300 mm |
| Hastelloy | bis 180 mm | k.A. |
| Hardox | bis 180 mm | k.A. |
| Titan | bis 250 mm | bis 350 mm |
| Aluminium | bis 300 mm | bis 400 mm |
| Buntmetalle | bis 180 mm | bis 300 mm |
| Kunststoffe | bis 180 mm | k.A. |
| Naturstein | bis 180 mm | k.A. |
| Fliesen/Keramik | bis 150 mm | k.A. |
| Glas | bis 160 mm | k.A. |
| Acrylglas | bis 180 mm | k.A. |
| Verbundwerkstoffe | bis 200 mm | k.A. |
| Textilien | bis 250 mm | k.A. |
| Leder | bis 250 mm | k.A. |
| Holz | bis 300 mm | k.A. |
| Laminat | bis 300 mm | k.A. |
| Schaumstoff | bis 300 mm | k.A. |
| Pappe/Papier | k.A. | k.A. |
 Die Kombination Reinwasser-/Abrasivschneiden findet in vielen Bereichen, insbesondere bei Lohnschneidern seine Anwendung.
Die Kombination Reinwasser-/Abrasivschneiden findet in vielen Bereichen, insbesondere bei Lohnschneidern seine Anwendung.
Die abgebildete Variante verfügt über 2 Traversen mit je zwei Schneidköpfen. Auf jeder dieser Traversen ist ein Abrasivschneidkopf und ein Reinwasserschneidkopf angeordnet.